
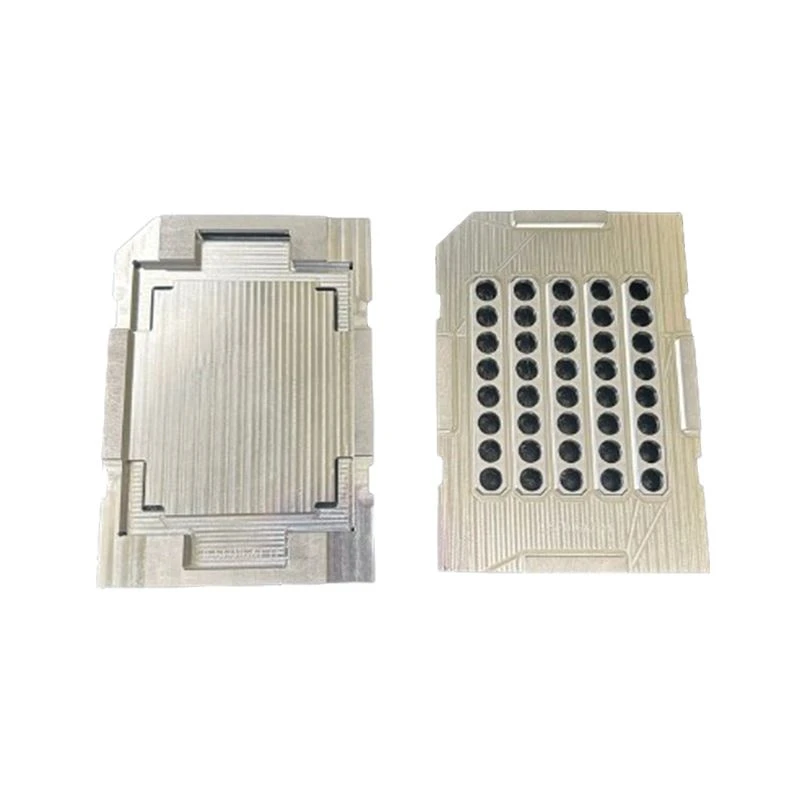


Mikro EDM
Chien Feng Yuan - Tayvanda joylashgan EDM (Elektr tokini qayta ishlash), simli erozyon ishlab chiqarish va erozyonni kesish bo'yicha keng qamrovli xizmat ko'rsatish dastgohi ustaxonasi.

- Mahsulotni tanishtirish
Chien Feng Yuan - Tayvanda joylashgan EDM (Elektr tokini qayta ishlash), simli erozyon ishlab chiqarish va erozyonni kesish bo'yicha keng qamrovli xizmat ko'rsatish dastgohi ustaxonasi. Biz sizning barcha nozik ishlov berish ehtiyojlaringiz uchun molibden simli EDM, mikro erozyonni taklif qilamiz. 14 yil davomida butun dunyo bo'ylab mijozlarga xizmat ko'rsatib, bizning tajribamiz aerokosmik, tibbiy asbob-uskunalar, sanoat, harbiy va mudofaa sanoatini qamrab oladi. Bizning vaqtimizda mijozlarga mahsulot va qismlarni yaratishda yordam berish, biz hamma narsani ko'rdik va qildik. Mahsulot ishlab chiqarishda tajriba va tajriba muhim ahamiyatga ega.
Simli EDM bilan ishlov berishning afzalliklari
Nozik kesish:
Bu ishlov beriladigan qismni qo'shimcha ishlov berish va tugatish zaruratisiz aniq kesish imkonini beradi.
Kompleks dizaynlar:
Jarayon an'anaviy CNC ishlov berish bilan ishlab chiqarish qiyin bo'lgan murakkab dizayn va shakllarni yaratish uchun javob beradi.
Kichik va juda batafsil qismlar:
Wire EDM kichik qismlarga ishlov berish va boshqa ishlov berish variantlari uchun juda nozik bo'lishi mumkin bo'lgan yuqori darajadagi detallarga ega qismlarni kesish uchun juda mos keladi.
Ishlov berish qobiliyati past bo'lgan materiallar:
Wire EDM, ayniqsa, mo'rt va ishlov berish stressiga bardosh bera olmaydigan materiallar uchun javob beradi.
Bir bosqichli ishlov berish:
Mashina materiallarni bir bosqichda kesishi mumkin, hech qanday burmalar va deformatsiyalar qoldirmaydi.
Uzluksiz kesish:
Qayta ishlash uzluksiz kesishni o'z ichiga oladi va kesish paytida sim uzilib qolsa ham, jarayon darhol davom etishi mumkin.
Simli EDM ishlov berishning kamchiliklari
U faqat o'tkazuvchan materiallar bilan mos keladi.
Ba'zi materiallarning kesish yuzasi (masalan, alyuminiy) oksidli qatlam hosil qilishi mumkin, bu qo'shimcha tugatish jarayonlarini talab qilishi va shu bilan xarajatlarni oshirishi mumkin.
Yuqori boshlang'ich investitsiyalar va texnik xizmat ko'rsatish xarajatlari.
Elektr razryadlarini qayta ishlashning qo'llanilishi
Elektr tokini qayta ishlash (EDM) ayniqsa kichik partiyalarni ishlab chiqarish bilan mashhur bo'lib, frezalash, tornalash va kichik teshiklarni burg'ulash kabi turli jarayonlarni amalga oshirish imkonini beradi. Ushbu noyob texnologiya avtomobilsozlikdan tortib aerokosmikgacha bo'lgan keng ko'lamli sohalarda qimmatlidir.
Ushbu texnologiyaning o'ziga xos va aniq shakllarni yaratish qobiliyati turli xil ilovalar uchun foydalidir, jumladan:
Inyeksion kalıplama:
To'g'ri qolib o'lchamlari, chuqurligi va shakliga erishish ko'pincha EDMga tayanadi. Bu qolib ishlab chiqaruvchilar tomonidan qo'llaniladigan asosiy qarshi kalıplama jarayoni. Simli EDM bu holda ishlatiladigan keng tarqalgan tur. Inyeksion kalıplama turli xil murakkab komponentlarni o'z ichiga olganligini hisobga olsak, bu usul ko'pincha afzal ko'riladi. Bundan tashqari, u odatda elektr tokini qayta ishlash orqali yuqori aniqlikdagi va nozik ishlov berilgan sirtlarni ishlab chiqishi mumkin.
Ushbu texnologiya inyeksion kalıplama uchun komponentlarni shakllantirishda hal qiluvchi rol o'ynaydi, aniq o'lchamlarga va murakkab detallarga ega qoliplarni ishlab chiqarishni ta'minlaydi. Turli materiallar, shu jumladan qattiq va mo'rt materiallar bilan ishlash qobiliyati uni ishlab chiqarishda ko'p qirrali va qimmatli jarayonga aylantiradi.
Qolib quyish
EDM bilan ishlov berish, shuningdek, qolib ishlab chiqarish ilovalari uchun juda mos keladi. Yuqori darajada moslashtirilgan qoliplarni ishlab chiqarish juda aniqlikni talab qiladi. Ushbu qoliplarda ko'pincha o'tkir ichki burchaklar, chuqur qovurg'alar va boshqa murakkab xususiyatlar mavjud. Bundan tashqari, qoliplar odatda juda qattiq po'lat qotishmalaridan tayyorlanadi. Ushbu qotishmalarni an'anaviy usullar bilan ishlov berish odatda qiyin. Qattiq po'lat qotishmalari issiqlik bilan ishlov berishdan oldin nozik ishlov berishni talab qilishi mumkin, bu esa tafsilotlarning aniqligini buzishi mumkin. Shuning uchun EDM jarayonini qabul qilish ko'proq mos keladi.
Mahsulot tafsilotlari:


Qadoqlash tafsilotlari: Karton, yog'och quti, sxemasidan yoki mijozlar talablariga muvofiq.
Yetkazib berish tafsilotlari: dengiz orqali 25-35 kun, havo orqali 3-7 kun
TSS
Savol: WEDM tomonidan qanday ishlarni bajarish mumkin?
Simli EDM (Elektr tokini qayta ishlash) murakkab teshiklari va bo'shliqlari bo'lgan qoliplar va asboblarni qayta ishlash uchun ishlatilishi mumkin. U turli xil qattiq va mo'rt materiallarni, masalan, qattiq qotishmalarni, qotib qolgan po'latni va boshqalarni qayta ishlaydi. U chuqur teshiklarni, nozik teshiklarni, chuqur teshiklarni, tor bo'shliqlarni va nozik qismlarni qayta ishlashga qodir. Bundan tashqari, u turli xil shakllantirish asboblari, ip o'lchagichlari va o'lchash asboblarini qayta ishlash uchun ishlatiladi. Materiallar o'tkazuvchan bo'lsa, qayta ishlash uchun simli EDM ishlatilishi mumkin.
Savol: EDM chegaralari qanday?
EDM jarayoni zaryadlangan materiallarni olib tashlaydi, ya'ni u o'tkazuvchan ish qismlari bilan cheklangan va kompozit materiallar yoki dielektrik materiallar uchun mos emas. Simli EDM ma'lum metallar yuzasida oksidli qatlam hosil bo'lishiga olib kelishi mumkin, bu esa optimal sifatni saqlab qolish uchun tozalashni talab qiladi.
Bo'shatishga ishlov berish faqat ularning shakliga ta'sir qilmasdan ishonchli tarzda o'rnatilishi mumkin bo'lgan qismlar va komponentlar bilan bog'liq qiyinchiliklarga duch keladi. Misol uchun, quvur qismlari elektr tokini kesish paytida deformatsiyalanishi mumkin, bu esa sifat muammolariga olib keladi.
Elektr toki bilan ishlov berishning boshqa kamchiliklari quyidagilarni o'z ichiga oladi:
Sekinroq ishlov berish vaqti:
EDM odatda boshqa ishlov berish usullariga nisbatan sekinroq ishlov berish vaqtlariga ega.
Elektrod asboblarining haddan tashqari aşınması:
Ishlov berish jarayonida elektrod asboblari haddan tashqari eskirishi mumkin.
O'tkir burchaklarni ko'paytirish har doim ham imkonsiz bo'lishi mumkin:
O'tkir burchaklarning aniq takrorlanishiga erishish har doim ham imkoni bo'lmasligi mumkin.
Metallurgik o'zgarishlar:
Materiallarning metallurgik xususiyatlari jarayon davomida yuqori harorat tufayli o'zgarishi mumkin.
Chuqur teshikli elektrodlarni tez-tez ta'mirlash:
Chuqur teshikli elektrodlar tez-tez ta'mirlashni talab qiladi.
Tajribali EDM operatorlarini topishdagi qiyinchiliklar:
Tajribali EDM operatorlarini topish qiyin bo'lishi mumkin.
Yuqori quvvat iste'moli:
EDM mashinalari katta miqdorda elektr energiyasini iste'mol qiladi.
Issiq teglar: micro EDM, Xitoy mikro EDM ishlab chiqaruvchilari, etkazib beruvchilari, zavodi





